



 Home
HomeCommon Phenomenon and Solution of
 Mar 31,2023
Mar 31,2023

 Hanast
Hanast
During the actual use of addition molding potting adhesive, the catalyst in the system is easily affected by certain substances to change its original structure, reducing its catalytic activity for the hydrosilylation reaction, resulting in a phenomenon of curing obstacles for addition molding potting adhesive, which is commonly referred to as "poisoning". The specific performance is that after solidification, it still remains in a liquid state, the surface becomes sticky after solidification, or the hardness is low after solidification. Knowing the cause of addition molding potting glue poisoning, what can be done to solve it?

What are the substances that affect "poisoning"?
In general, the amount of catalyst used in addition molding potting adhesives is below 0.1%, so very small amounts of impurities can cause catalyst failure. These substances mainly include:
• Ionic compounds of heavy metals such as lead, mercury, and bismuth
• Organotin or organosilicon rubber containing organotin catalysts (some condensed silica gel)
• Sulfur, polysulfide, polysulfone, or other sulfur containing materials
• Amines, polyurethane, or other nitrogen containing materials, such as amine cured epoxy resins (hot melt adhesives)
• Phosphorus, arsenic, or other materials containing phosphorus, arsenic
• Unsaturated hydrocarbon plasticizers (such as exudates from certain PVC wires and insulating tape and paper)
• Some welding flux residues (rosin, solder, etc.)
Common "poisoning" phenomena and solutions
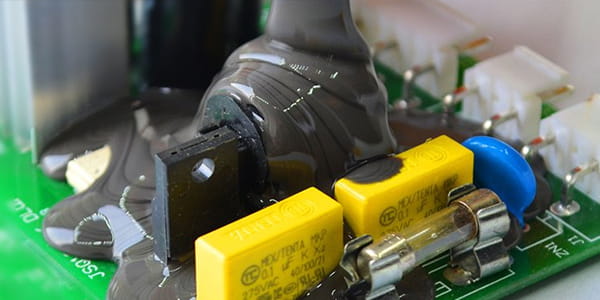
1. Poor solidification of the solder joint contact part of the circuit board
This is the most common curing barrier phenomenon for addition molding potting adhesives, specifically manifested as the contact area between the potting adhesive and the solder joint of the circuit board does not solidify or does not completely solidify, and remains liquid after being placed for a long time. This situation is generally due to catalyst failure caused by residual rosin flux on the circuit board.
Solution: Use circuit board cleaner to clean the solder surface before applying glue.
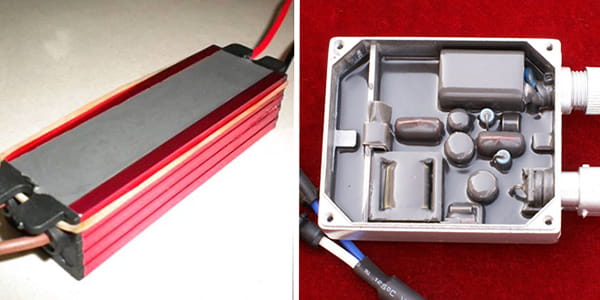
Poor solidification of plastic surface contact parts:
This phenomenon is due to catalyst failure caused by residual release agent on the plastic surface. From the figure, it can be seen that there are liquid substances on the inner wall of the plastic shell, and there are also many dispersed liquid droplets on the outer surface of the solidified colloid. (The air hole is due to the lack of vacuum pumping during the mixing and perfusion test)
Solution: Use ethanol or isopropyl alcohol to clean the plastic surface before applying glue.

Addition potting adhesives may come into contact with a variety of materials during the application process. If there is any doubt about whether certain surfaces or materials will inhibit curing, it is recommended to conduct a small-scale compatibility test to determine their suitability for specific applications. If there is a liquid or uncured product on the surface of the substrate and the cured organic silicone interface, it indicates poor compatibility. At this point, it is necessary to identify the causes of curing obstacles based on specific phenomena and careful testing, and then eliminate them.

 What effect does thermal conductive potting adhesive have on power batteries?
What effect does thermal conductive potting adhesive have on power batteries?
 You May Also Like
You May Also Like







 Tel
Tel
 Email
Email
 Address
Address
1210, Block B, Building 6, Hengda Shishang Huigu, Shenzhen, Guangdong, China

candy
 Whatsapp
Whatsapp









