



 Home
HomeThe solutions to the common problems encountered with mold silicone are all here
 Jul 03,2023
Jul 03,2023

 Hanast
Hanast
During the operation of mold silicone, I believe everyone has also encountered different problems. Below, HANAST silicone will introduce the problems and solutions encountered during the operation of mold silicone!
1: Mold silicone partially cured or not cured.liquid mold making rubber
When making silicone molds with liquid silicone, sometimes after waiting for 48 hours, we find that the silicone gel in the mold still hasn't solidified, or only some of the cured parts don't solidify. What is the reason for the non solidification?
Reason 1: Too much or too little curing agent can affect the curing of silicone;
Solution: Add the curing agent according to the specified ratio, and check the instructions clearly whether it is a volume ratio or a weight ratio.
Reason 2: Different types of curing agents cannot be mixed, and the added mold adhesive will not react when it comes into contact with the tin component in the condensed silicone gel;
Solution: Use the corresponding type of curing agent. The operating tools are also classified and not mixed. If it is an additive silicone, do not come into contact with condensed products.
Reason 3: Uneven mixing of silicone and curing agent;
Solution: When operating silicone and curing agent, it is necessary to thoroughly stir and pay attention to the bottom of the container.
Reason 4: Incomplete solidification (not fully dried) only occurs on the contact surface of the mother mold, and other parts are cured well;
Solution: Make sure to apply a layer of isolation film on the surface of the mother mold to prevent the components in the mother mold that are not conducive to silicone curing from coming into contact with the mold silicone.
Reason 5: If the temperature is too low, it can also cause non curing. When the operating temperature is below 0 degrees, the silicone and curing agent will not react;
Solution: When the temperature is between 20-30 degrees Celsius, it is the ideal mold silicone curing temperature.
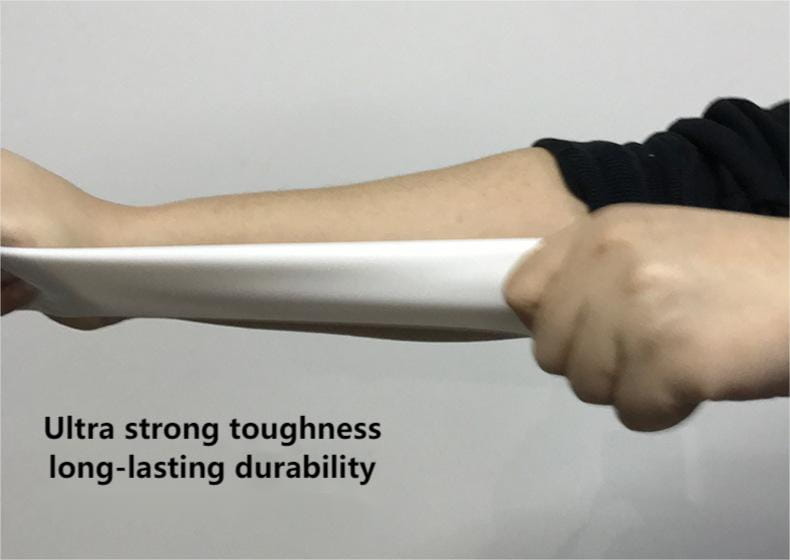
2: What is the reason for the phenomenon of poor tensile force on mold silicone?
Mold silicone has the characteristics of high temperature resistance, good tensile strength, multiple mold flipping times, and high frequency of repeated use, and is highly favored by silicone product factories! However, some manufacturers add a large amount of silicone oil to the silicone in order to make it easier to operate during the production of mold silicone! Everyone knows that silicone oil can damage the molecular weight of silicone, reduce its viscosity, make silicone softer, make operation easier, and ultimately lead to poor tensile strength of silicone molds in production! Less mold flipping times!
What are the factors that affect the low frequency of silicone mold flipping?
In fact, we have already discussed the first point above. Due to the excessive addition of silicone oil, the second point is the use of silicone molds with low hardness for building products. The silicone is too soft, resulting in weak and insufficient performance, ultimately leading to a decrease in tensile and tear strength. The produced molds are prone to deformation, and the number of mold turns is reduced! There are also some small products with complex patterns, which can be very brittle due to the silicone being too hard for too long! Easy to break, using a silicone mold with high hardness can also reduce the number of times the mold's silicone is flipped! As for solving the problem of less mold flipping with silicone, we only need to focus on the concept of using silicone with appropriate hardness to make the mold!
3: The solution to silicone thickening?
Generally speaking, it's okay to keep liquid silicone for six months and a year. If it exceeds one year, the viscosity of silicone will thicken with time, and expired liquid silicone will solidify into a ball with almost no fluidity, which will make us very difficult. Expired liquid silicone has very poor flowability and almost clumps, which can cause difficulty in mixing AB adhesive and uneven filling. If a large amount of silicone oil is added, it will cause a decrease in tear resistance and toughness after curing. How can we increase the flowability of liquid silicone without affecting its performance?
There is something called an expansion bolt on the market, and you can buy one with the appropriate length based on the amount of silicone you have, as shown in the following figure. After buying it back, we will use pliers to break the front opening of the expansion bolt jacket into a cross shape, then tighten the nut, tighten it, and a simple mixing head will be ready. Next, clamp the stirring head onto the electric drill and start stirring frantically. After stirring, the silicone gel regains its fluidity once again. The liquid silicone that has just been stirred may generate a bit of heat due to friction and molecular motion, and there are many bubbles. It is not wise to use it immediately. Firstly, it is prone to foaming, and secondly, the heat itself accelerates the reaction speed. It is still prone to foaming. Let it sit for a while and let it cool before use
4: Why does mold silicone have fewer times of mold flipping?
① During the process of making the mold, too much silicone oil was added, which damaged the molecular weight of the silicone, resulting in the mold being less frequently flipped and less durable.
② If we make small products with complex patterns and use high hardness silicone to open the mold, there will be a phenomenon of fewer mold flipping times, because the silicone will be brittle and easy to break when it is too hard. On the contrary, if we use silicone with low hardness to make molds for large products, the results will also be unsatisfactory. Because silicone is too soft, its tensile and tear strength will decrease, and the resulting mold will deform, resulting in a decrease in the number of mold turns. The quality of the mold adhesive itself is very good, and there is no distinction between good and bad silicone, only suitable and unsuitable. We need to use silicone that is suitable for the hardness of the product to make the mold, so that this situation will not occur.

5: Why does mold glue cause mold burning?
Due to the addition of peroxide curing agents to unsaturated resins and resin products, a large amount of heat will be generated when encountering resin reactions. Generally, the resin curing time is 3 minutes. Therefore, it is necessary to demould as soon as possible after 3 minutes to prevent the silicone mold from burning.
6: Why does mold adhesive appear to be dry on the surface and not dry inside.
Condensation type mold silicone is solidified by absorbing water from the air. During the production process, the silicone evaporates the water dry without adding an appropriate amount of water, which can cause this phenomenon.
Solution: This phenomenon is not a product quality issue, but rather occurs due to the lack of control over moisture, improving the storage life of silicone, and ensuring a long shelf life. As long as 0.05% moisture is added appropriately and stirred evenly when using silicone, some problems can be solved.
7: How to solve the problem of mold silicone not solidifying。
When making silicone molds, due to certain reasons, the silicone gel in the mold may not cure within 24 hours. Today, we will analyze how to control the ratio of silicone to curing agent to avoid the phenomenon of non curing.
The curing of silicone molds is affected by temperature. High temperature will accelerate the curing process, while low temperature will slow down the curing process. Therefore, when making silicone molds in the upcoming winter weather, it is necessary to adjust the ratio of silicone and curing agent to ensure the normal curing of silicone.
The larger the amount of curing agent added, the faster the reaction speed of silicone, and the minimum ratio of curing agent to silicone is not less than 1%. If the amount of curing agent added is too small, it will not cure for a long time. The addition of curing agent not exceeding 5% generally has little effect on the hardness, tensile strength, and tear strength of silicone.
① The amount of curing agent added is 1%, and the gel is still flowing after 2.5 hours. It can be demolded after 6-8 hours;
② The amount of curing agent added is 2%, and the adhesive will still flow after 50 minutes to 1 hour. It can be demolded after 2-3 hours;
③ The amount of curing agent added is 3%, and the colloid is still flowing within 28-30 minutes. It can be demolded within 1.5-2 hours.
If you have any questions during the mold silicone operation process, you can consult HANAST Silicone to solve various difficult and complicated silicone problems for free! Technical phone number: 13670122311

 What are the common problems with potting glue?
What are the common problems with potting glue?
 You May Also Like
You May Also Like







 Tel
Tel
 Email
Email
 Address
Address
1210, Block B, Building 6, Hengda Shishang Huigu, Shenzhen, Guangdong, China

candy
 Whatsapp
Whatsapp









